
Blog Post
From Lab to Reality
- By Mark Lineker
- •
- 22 Apr, 2020
- •

The history of TBA Protective Solutions goes all the way back to 1871. The Turner Brothers who founded the business had a clear idea of what they wanted the business to achieve, stating in the original "Memorandum of Association", which described its principle objective as "To Manufacture, deal in, erect and supply materials, substances and appliances for affording insulation or protection from heat, light, electricity, sound, blows, shocks, vibrations, air, water, fluids, gases, emanations and rays".
The Turner Brothers created a business that had the innovative use of quality materials as one of its core principals to create and manufacture materials and products that protect lives and property.
Those ethics and fundamental beliefs still exist within TBAPS and our products and services still meet the far seeing" Memorandum of Association" with EMI Shielding products (emanations and rays), electrostatic protection (electricity), thermal insulation materials (heat), gaskets (water, gases), anti-slip flooring, HACCP products etc.
R&D is very much an important part of our business, in recent years nanotechnology and 2D materials have driven much of our work into conductive materials and flooring products. However in the second half of 2017 we concluded that one of the product types missing from our offering was fire protection.
For a business that specialises predominantly in conductive materials that might seem an odd conclusion, however our ATEX thermoplastics and coatings are designed to prevent electrostatic sparks in areas with explosive atmospheres. Unfortunately, even in the best run ATEX environments, things can go wrong and there are explosions. After an explosion it is more than likely there will be a fire, so the thought process was not as odd as it might seem. Added to which with our existing knowledge of coatings and textiles, as well as flame retardant additives, we concluded we had the experience and knowledge to not only develop a product, but also a product that represented a quantum leap over the current market offerings.
Our aim was to produce a flexible passive fire barrier for use in walls and ceiling void compartmentation. The product should be lighter, easier to install and thinner than existing products. This was challenge enough but we also wanted to exceed current performance on fire integrity and thermal insulation, whilst still providing the architect freedom of design, as if this wasn't enough, we also wanted to incorporate into this system properties that are useful when there isn't a fire. We set a target of adding a good R-Value for thermal insulation to reduce heating bills, acoustic shielding to keep the noisy neighbours at bay, EMI Shielding a benefit for secure installations and for good measure a product that was suitable for use in ATEX areas along with some anti-microbial benefits.
A tough task, but we at TBAPS have always been up for a challenge!
The Turner Brothers created a business that had the innovative use of quality materials as one of its core principals to create and manufacture materials and products that protect lives and property.
Those ethics and fundamental beliefs still exist within TBAPS and our products and services still meet the far seeing" Memorandum of Association" with EMI Shielding products (emanations and rays), electrostatic protection (electricity), thermal insulation materials (heat), gaskets (water, gases), anti-slip flooring, HACCP products etc.
R&D is very much an important part of our business, in recent years nanotechnology and 2D materials have driven much of our work into conductive materials and flooring products. However in the second half of 2017 we concluded that one of the product types missing from our offering was fire protection.
For a business that specialises predominantly in conductive materials that might seem an odd conclusion, however our ATEX thermoplastics and coatings are designed to prevent electrostatic sparks in areas with explosive atmospheres. Unfortunately, even in the best run ATEX environments, things can go wrong and there are explosions. After an explosion it is more than likely there will be a fire, so the thought process was not as odd as it might seem. Added to which with our existing knowledge of coatings and textiles, as well as flame retardant additives, we concluded we had the experience and knowledge to not only develop a product, but also a product that represented a quantum leap over the current market offerings.
Our aim was to produce a flexible passive fire barrier for use in walls and ceiling void compartmentation. The product should be lighter, easier to install and thinner than existing products. This was challenge enough but we also wanted to exceed current performance on fire integrity and thermal insulation, whilst still providing the architect freedom of design, as if this wasn't enough, we also wanted to incorporate into this system properties that are useful when there isn't a fire. We set a target of adding a good R-Value for thermal insulation to reduce heating bills, acoustic shielding to keep the noisy neighbours at bay, EMI Shielding a benefit for secure installations and for good measure a product that was suitable for use in ATEX areas along with some anti-microbial benefits.
A tough task, but we at TBAPS have always been up for a challenge!

As my eldest son (Jacob) was working as intern before going back to Hull University for his final year studies in B. Eng. Chemical Engineering, he was the ideal candidate to get the ball rolling.
Jacob went about his task with enthusiasm, sourcing materials that might be suitable, ingredients for a coating, including some nanotechnology possibilities, the rudiments of an inhouse test rig to evaluate our attempts and he established contact with UL to decide on which tests we needed to meet.
By the time Jake went back to University, the project was in a good place to move forward.
Jacob went about his task with enthusiasm, sourcing materials that might be suitable, ingredients for a coating, including some nanotechnology possibilities, the rudiments of an inhouse test rig to evaluate our attempts and he established contact with UL to decide on which tests we needed to meet.
By the time Jake went back to University, the project was in a good place to move forward.

The following year I was informed that my old friend and colleague David Dewhurst was out of work. I have a lot of time for Dave and the utmost respect for his experience and knowledge. I managed to contact him and discussed the opportunity with him and he was happy to join us at TBAPS and renew our partnership.

As well as assisting in the technical development of our shielding, static protective coatings, polymers, gaskets and floor treatments, he got a good grip of the fire barrier project. Bringing his own skill set to the job, the fire barrier development moved along at a pace. Together we developed an inhouse test rig to screen materials and compositions that eventually, exactly matched the cellulosic curve for both UL263 and
BS EN 1364-1.
BS EN 1364-1.
Another key addition to the team was Viv Fisher, who acted as a Consultant. With many years experience (you wouldn't tell to look) and success of selling and marketing passive fire protection systems, her advice was invaluable to the success of our work. Insights into regulatory requirements, market needs and user expectations were really important to us as we moved forward on the project.

We were in a position later that year to carry out an indicative test at UL Rosenheim to BS EN 1364-1. We achieved an excellent result of 2 hours fire integrity, both horizontally and vertically, along with thermal insulation values of 50 minutes and 70 minutes respectively. A creditable performance but not good enough for TBAPS, we firmly believed we could do better.
The test results were good but perhaps the most revealing aspect of the test is that two minutes before we called time at two hours, both myself and Dave were having a relaxed chat in front of our sample, just 18 inches away from the 1000°C+ furnace interior. By that stage we'd had a technical failure on thermal insulation, but we were more than safe just in front of the test.
Following the indicative test we knew we were on the right track, but we spent the next 18 months refining the product, incorporating many of the additional performance parameters of EMI Shielding, ATEX compliance, acoustic shielding and good R-Value into the product. Additional we spent a lot of time on the installation system, making it integral to thermal performance as well as something that makes for easy installation whilst giving great flexibility.
Finally this year (2020), we arrived at the stage where we could carry out our goal of a 5m x 5m UL263 and BS EN 1364-1 test in Munich.
The test results were good but perhaps the most revealing aspect of the test is that two minutes before we called time at two hours, both myself and Dave were having a relaxed chat in front of our sample, just 18 inches away from the 1000°C+ furnace interior. By that stage we'd had a technical failure on thermal insulation, but we were more than safe just in front of the test.
Following the indicative test we knew we were on the right track, but we spent the next 18 months refining the product, incorporating many of the additional performance parameters of EMI Shielding, ATEX compliance, acoustic shielding and good R-Value into the product. Additional we spent a lot of time on the installation system, making it integral to thermal performance as well as something that makes for easy installation whilst giving great flexibility.
Finally this year (2020), we arrived at the stage where we could carry out our goal of a 5m x 5m UL263 and BS EN 1364-1 test in Munich.

When we arrived at UL our test installation team of myself, Dave and Mark Watson suddenly realised just how big 5m x 5m is - its big! Most test installations in the UK for this type of test are 3m x 3m, but this was 2.5 times bigger.
We installed in less time than rival 3m x 3m installations. It was not without drama as our arrival coincided with the increasing restrictions being placed in response to the COVID-19 pandemic, we had just completed the installation and arrived at Munich Airport for the flight back to Manchester as the borders were closing around Europe.
Two days later, all the team in the business, including Brad and Craig Smith over in the USA, were watching a live stream of the test. Everyone had played a part in the development of this exciting product, so it was good that all involved should get to watch, although I must confess there were more than a few twitchy bums.
I had told those that had never seen a fire test, that if it worked, it would be a dull two hours, but I must confess is got increasingly like a cup final as we neared our goals. As we hit the targets, it was most definitely an Aguero moment for us all (Manchester City fans like me and followers of the EPL worldwide will know what I mean).
The culmination of all those years of collective effort by us all, was most satisfying, we now have a product that gives two hours fire integrity (when we stopped the test, it would have lasted far longer) against both BS EN 1364-1 and UL263, ninety minutes thermal insulation BS EN 1364-1 (point) and two hours thermal insulation (average). Against UL263 thermal insulation was 53 minutes and 58 minutes respectively (the temperature probes for UL263 are much more demanding).
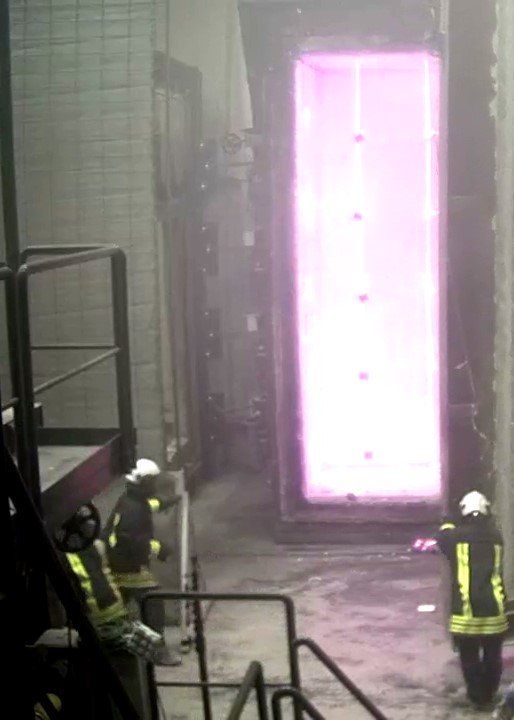
Again though, perhaps the most telling performance indicator of our fire barrier is the fact the IFT and UL Engineers were pottering about only inches away from a furnace of internal temperatures of around 1100°C in preparation for the UL hose stream test. In fact they were carrying out these preparations wearing baseball caps and t-shirts!
We installed in less time than rival 3m x 3m installations. It was not without drama as our arrival coincided with the increasing restrictions being placed in response to the COVID-19 pandemic, we had just completed the installation and arrived at Munich Airport for the flight back to Manchester as the borders were closing around Europe.
Two days later, all the team in the business, including Brad and Craig Smith over in the USA, were watching a live stream of the test. Everyone had played a part in the development of this exciting product, so it was good that all involved should get to watch, although I must confess there were more than a few twitchy bums.
I had told those that had never seen a fire test, that if it worked, it would be a dull two hours, but I must confess is got increasingly like a cup final as we neared our goals. As we hit the targets, it was most definitely an Aguero moment for us all (Manchester City fans like me and followers of the EPL worldwide will know what I mean).
The culmination of all those years of collective effort by us all, was most satisfying, we now have a product that gives two hours fire integrity (when we stopped the test, it would have lasted far longer) against both BS EN 1364-1 and UL263, ninety minutes thermal insulation BS EN 1364-1 (point) and two hours thermal insulation (average). Against UL263 thermal insulation was 53 minutes and 58 minutes respectively (the temperature probes for UL263 are much more demanding).
Again though, perhaps the most telling performance indicator of our fire barrier is the fact the IFT and UL Engineers were pottering about only inches away from a furnace of internal temperatures of around 1100°C in preparation for the UL hose stream test. In fact they were carrying out these preparations wearing baseball caps and t-shirts!
The hose stream test was perhaps the only disappointment of the day. It involves hitting the fire barrier with a water jet from a fire hose for 5 minutes, very shortly after removing the fire barrier from the furnace. This part of the test is intended for rigid structures such as fire doors, our product is most certainly not a fire door, and we had stated to UL that we were only interested in the fire and thermal performance against UL263, as that is what matters for our application.
However, as you pay for it anyway and we were told its a bit of fun at the end of the test, we thought "Why not?"
We honestly thought we had passed all of it, unfortunately the sharp eyed guys at UL noticed two very small holes in the fire barrier, after the water jet test, which is not allowed. We calculated 99.7% integrity against the hose stream test, which is an outstanding performance for a textiles based product, unfortunately the barr is 100%. To be told that our fire barrier had performed better than many fire barriers was slim comfort, given how close we had come to UL Certification.
But we console ourselves that we hit all our objectives, we have a market leading flexible fire barrier in every respect. fully Certified to BS EN 1364-1. Better still, we have something to aim for to improve it further. Next time we are having that hose stream pass too!
However, as you pay for it anyway and we were told its a bit of fun at the end of the test, we thought "Why not?"
We honestly thought we had passed all of it, unfortunately the sharp eyed guys at UL noticed two very small holes in the fire barrier, after the water jet test, which is not allowed. We calculated 99.7% integrity against the hose stream test, which is an outstanding performance for a textiles based product, unfortunately the barr is 100%. To be told that our fire barrier had performed better than many fire barriers was slim comfort, given how close we had come to UL Certification.
But we console ourselves that we hit all our objectives, we have a market leading flexible fire barrier in every respect. fully Certified to BS EN 1364-1. Better still, we have something to aim for to improve it further. Next time we are having that hose stream pass too!
FortaFireFlexible Fire Barriers
